|
ECϵ��PLC���}�_ȼ����ʽ��ʽ�G����ϵ�y�еđ���
ժҪ����B��Ƕ��ʽPLC����Ҫ���������˙C�������ʽ�G�ؿط���������ԓ�����c���y�����}�_ȼ����ʽ�����Ŀ��Ʒ����M���˱��^��
�P�I�~��Ƕ��ʽPLC��CAN��������ʽ�G������
1����
���y���}�_ȼ����ʽ��ʽ�G�ؿ�ϵ�y����Æλ�·PID�{���x�c��Krom��˾��MPT-700P�}�_��������Q����ԓ��}�_���������ֻ�Ѓ�·ݔ�룬���҃r���e���F�����һ�����ݷe��ʽ�G����һ�_�}�_���������ƣ�����F�ضȲ�����F��ϵ�y�o���Ԅ����ƣ�ֻ���քӸ��A�����Ľ�B�İ��������ÿ�����˾��Easyϵ��PLC��HITECH��˾���˙C�����Q������
1.1��������
2005��3���ҹ�˾�И˳н�����ɽ���Z�մ�����˾��100�����}�_ȼ����ʽ��ʽ�G�Ŀ��ԓ�Ŀ����6�·ݿ���Ͷ�a���O���������\�С�
2 �Ñ�Ҫ��
2.1�������������Ҫ��
1���ş��L�C���� 37kw
2����ȼ�L�C 18.5kw
3��ȫ�G24�_ȼ������8���ؿ^�ضȰ�ͬһ�����Ԅӿ���
4���G������ȼ�L����/�Ԅӿ���
5��PID�{�����}�_ȼ��
6������z�y��Ϩ���o
7������朗l�C�Ԅ��M���G܇
8��������r���O�䰲ȫ�B�i
3��ϵ�y����
3��1ϵ�y�Y��
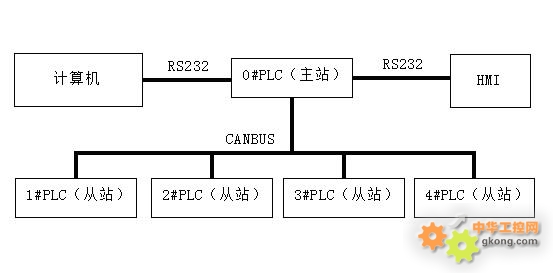
1��4�_Easy-M0808R-A0404NB�����PLC��1�_Easy-M2416R�_�P��PLC��ͨ�^CAN�����M������վ�W�j������O�䆢ͣ���ضȡ����������Լ��^�̿��ơ�
2���C����ͨ�^RS232�c��վPLC��RS0���B�ӣ������քӲ����������O�������r�@ʾ��ͨ�^�˙C���挍�F��
3���ڹ��S����һ�_Ӌ��C�����������ͨ�^RS232�c��վPLC��RS1���B�ӣ��Oҕ�G�t�\�Р�B��ӛ��\�Д����������ڙ�W�j�Ñ�Ҳ����ͨ�^�L������������ز쿴�G�t�\����r���醸G�t�vʷ������
4��ϵ�y��D
3.2ϵ�y���c
1��8���ؿ^ƽ������o3�_PLC���ƣ����^�ğ��ż��̖ݔ���cͬ�^���}�_�yռ�ձ�ݔ��������ͬһPLC�ϣ������P�Ŀ��ƅ���Ҳͨ�^�˙C�����A����ԓ PLC�С��@��̎����̎�ǣ�1����ʹ�ضȿ��Ƅ�������̵ĕr�g�õ�푑���2���� �p����CANͨӍ�Ĕ������Q�����ӿ���ͨӍ�ٶȣ�3�������ڹ����\�ࡣ
2���������ơ�朗l�C����������Ҳ�Ƿքe�ɆΪ���PLC��ɡ�
3�����˙C�����п��A�O���l�����������xȡ����һ�l���鮔ǰ����������ͬ�r�ṩ8���ؿ^����ӑB�O���ضȡ���ÿ���ؿ^���骚����PID�{����
4����PLC�����Ќ�PID���÷���Ŀ��ƣ�����،��F�˸G�t�ӟ�ģʽ����sģʽ���Ԅ��D�Q��
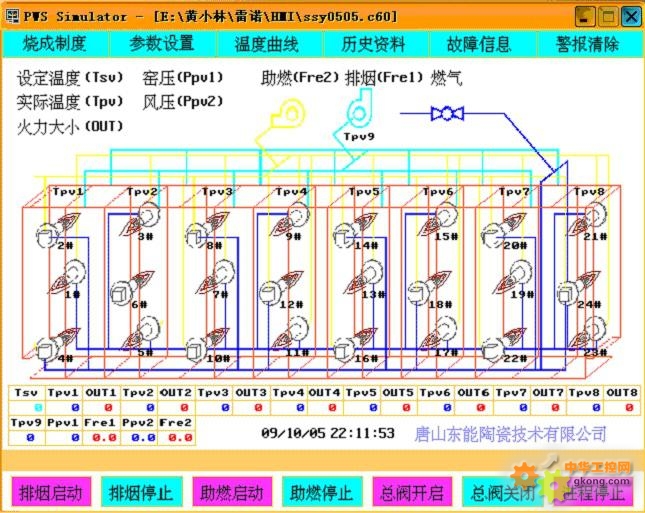
3.3�˙C���湦��
1���O�䆢ͣ
2��ϵ�y�ضȡ������O��
3��ϵ�yPID�{�������O��
4���}�_�����O��
5��朗l�C���ƅ����O��
6���G�t��ǰ�\�Р�B�@ʾ
7��ϵ�y�vʷ����ӛ�
8��ϵ�y����
3.3�˙C���残��




4 ���^����
�ҹ�˾�����н�����ɽ���մɘI��80M3�}�_ȼ��ʽ��ʽ�G���õ�����PID�{���x��MPT-700P�}�_������������Ԫ���Ŀ���ϵ�y��������PLC/HMI����ϵ�y�c�}�_����������ϵ�y�ı��^������
1�������ԣ�PLC����ϵ�y�·�OӋ�����������ăx�������o���^��������������s���·��PLC�ij����HMI�ĽM�B�����档
2��һ���ԣ�ͨ�^PLC�����܌��F�Ķ��^����ģʽ������}�_�������ĆΜ^����ģʽ���҂�����ɽ���մɘI����ʽ�G��ÿ�v�G܇�����������Ҿ����Üy�حh���z�y�G�ȸ��^�ضȡ����G��z�y���Мy�حh����ߜض��c��͜ض�֮���14�档�҂������Z��˾��PLC���Ƶ���ʽ�G������ͬ�ӵęz�y�����z�y���Мy�حh����ߜض��c��͜ض�֮���8�档
3�����_�ԣ��������\�Р�B�£�PLC����ϵ�y�����c�Č��r�ضȸ�ۙ�O���ضȵĘO��ƫ��-2�浽+3�棬�}�_������ϵ�y�ĘO��ƫ���±1�档�@�f��PLC��PID�������Mһ�����ƣ�������㷨�д��Mһ��������
4���`���ԣ����PLC�ij����HMI�M�B���Ը������H�\����r���Ñ������S�r�ģ�����PLCϵ�y���и��õ��`���ԡ�
5�����B�ԣ�PLC����ϵ�yͨ�^һ����|�ȿɷ���Č����иG�t�\�Р�B�͔������ͽoӋ��C���M�����뻥�W���}�_������ϵ�y�����ø��ͨӍģ�K���܌�ϵ�y��Ϣ����Ӌ��C��
6�������ԣ�PLC+HMI+PC��25000Ԫ���ң����Կ���8���^��MPT-700P�}�_������+�{���x+���@��+ͨӍģ�K+���ؙC��54000Ԫ���ң�ֻ�ܿ���1���^�������PLCϵ�y���и��õ��ԃr�ȡ�
|

