|
ECϵ��PLC�������ٟ���̎��ϵ�y(t��ng)�еđ���
ժҪ����B�Կ���ECϵ��PLC����Ҫ�������������ٟ���̎��ϵ�y(t��ng)������ͨ�^CAN�����M�W(w��ng)�팍�F(xi��n)����ơ�
�P�I�~��ECϵ��PLC��CAN��������
1 ���ԣ�
�����ٟ��Ŀ�����һ�����͵��^�̿���,Ŀǰ�����^�̿��Ƶ���Ҫ�к��εĆλ�·�x�����ơ����ؙC(IPC)���ɾ��̿�����(PLC)�Լ�DCS��
���IJ��ÿ���ECϵ��PLC����ϵ�y(t��ng)���ƺ���,��ܛ���OӋ����,Ԕ��Փ���Sʯ�t(y��)�������ٟ�վ�ٟ��tϵ�y(t��ng)�������Ƽ�ȼ���^�̿��ƵČ��F(xi��n)�^�̡�
2 ����Ҫ��
1) �����Ԅӿ���ϵ�y(t��ng)���O�քӡ��Ԅ��ГQ���D(zhu��n)�Q�_�P�����ȿ��Ԅ�Ҳ���քӃɷNģʽ��
2) ���а��o��ָʾ�����_�C��ͣ�C�ɫ�^(q��)�֡�
3) ���漰�Ԅӿ����O��ֵ���S�C���{(di��o)����
4) ��ι���Ԅӿ��ƣ��͵��O�ú͆Ϊ�����ϵ�y(t��ng)�⣬������ƺ��@ʾ�����ڷٟ��t+5m �����_�����҃�(n��i)��늿ع��(n��i)��
3 ϵ�y(t��ng)����
3.1ϵ�y(t��ng)�Y��
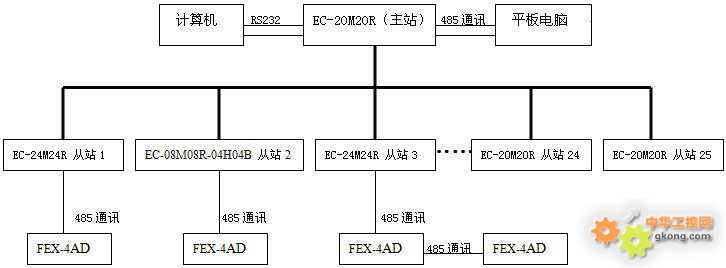
1������EC-20M20R��EC-24M24R��EC-08M08R-04H04B PLC������FEX-4AD�Uչ���F(xi��n)�քӡ��Ԅ��ГQ���D(zhu��n)�Q�_�P�Լ�ȫ�Ԅӷٟ������^�̡�
2��Ӌ��Cͨ�^RS232�c��վPLC��RS0���B�ӣ�ƽ����X���^485�cPLC��RS1���B�ӣ������քӲ���������(sh��)�O�����_�P��B(t��i)��ͨ�^ƽ����X���F(xi��n)��
3��ϵ�y(t��ng)��D
3.2��ϵ�y(t��ng)����
(һ)�� �t(y��)�U����������+12m ����ƽ�_
1���M���ù��I(y��)��ݻ�늄Ӻ��J�����C
2��������ƞ�Ϊ�����ϵ�y(t��ng)����ʽ�飺�քӡ���λ�������������D(zhu��n)��
3������ݏS�ṩ�Ϊ�����늿ع�
(��)�� Ͷ�ϲ��֣�����PLC ���Ɔ�Ԫ��ʽ��
���÷���C�b����κ��h�̰��o PLC �Ԅӿ��ƣ�һ���ư�C�Ͷ������M�ƴ��C����
1���b����κ��h�̰��oPLC ����
2��һ���ư�C�˳������O��10 ���
3������C����10 ������Ԅӷ���
4��һ���ư�C���M�P�]8 ���
5���������M�ƴ��C�˳�8 ���
6���������M�C�ƴ��C���M8 ���P�]
1—6 ��һ����������
����Ҫ��
�� ��ʼ��B(t��i)������C���ӣ�һ���ܷ��ư塢�������M�ƴ��Cȫ��̎���P�]��B(t��i)��
�� ������C����r��һ���ܷ��ư���_���������M�ƴ��C̎���P�]��
�� ���(n��i)���ϵ����һ���ܷ��ư���P�]���������M�ƴ��C�˳������_���Ϻr���M�P�]��
�����ơ��Ǟ�1 ���������r�g45��60 ����˷��ͣ���Ҫ���]�ԕr�g���Ʋ����{(di��o)����
(��)�����ϙC���˹����ƣ����M��PLC
�����քӡ��_ͣ�C�������D(zhu��n)��ʽ����(j��)�ٟ��t�ٟ���r���˹��{(di��o)���{(di��o)�كx����׃���ϙC�D(zhu��n)�١�
���ף� 3KW���{(di��o)��늙C�� 1 �_
(��)�� ��ȼ����ȼ���ֿ��ƣ����� PLC ���Ɔ�Ԫ��ʽ��
�ɜy�؟��ż→�x��ݔ��→PLC �Ԅӿ�����늄��y�͇���ȼ�������ӹ������P�C��
���ף�ȫ�Ԅӳ����Lȼ��ȼ��4 �_�����ż������̖ݔ���ض��@ʾ�x2 �ף�
��1 ԓ�C�������c�t�ŜضȂ�ݔ?sh��)��ض��@ʾ�x�O��������ֵ�r�ض��c����ֵ�ض��B�ӣ����F(xi��n)�ضȸ�������ֵ���t�Ԅ�ֹͣ����ȼ�����ضȵ�������ֵ�r���t�Ԅӆ���ȼ�����c������ȼ����
��2 �^�������M���b�O��λ�����������]ʽ��λ��ͨ늴��y������λ������ֵ���M�͕r���Ԅ�ͨ��y�_�M�ͣ�����λ���ޕr������y�P�]��
(��)��һȼ���b��0��1300�� L=1200mm���y�؟��ż1 �ף��H�@ʾ�t�Ŝضȣ�
���M�� PLC
(��)���ٟ��tж���������ΰ�C(�ք�(li��n)�i���Ʒ�ʽ) ���M��PLC
1���ٟ��tж�����ף� 4KW �{(di��o)��늙C
2���ΰ�C���ף� 2.2KW 늙C
3�������f����
A�������ΰ�C�c�ٟ��tж�����ӣ�(li��n)�i���ơ�������_�ΰ�C����܆���ж�����ӣ�ж������ͣ����ͣ�ΰ�C��
B���ΰ�C�����ͣ�r���ٟ��tж���Ԅ�����ͣ��
4�������r���ɠt������(j��)һȼ�ҵ����Ӹ߶ȼ��t��ͨ�L���H��r���_���Ƿ���Ҫж�����Ʉ����ӣ������Ӻ�ֹͣж���ͳ�����
(��)�� һ���L�C�������քӿ��Ʒ�ʽ�� ���M�� PLC
1���L�C��̖��9-19No5A ��0° ���ʣ� 11KW 늙C
2���L�C�M���b��늄ӵ��y�����y���Һ�ƗU��������100kg���г̣�150mm
3���L�C�O�_ͣ���o�����Ӻ��B�m(x��)�\�D(zhu��n)������(j��)�ٟ��tһȼ��ȼ������r�H�{(di��o)��(ji��)늄ӵ��y�y���_�ȣ��{(di��o)��(ji��)���L����
4�����y�_��ʹ�ð��o�����D(zhu��n)���c���{(di��o)��(ji��)��
5���cβ���L�C����ͣ�C(li��n)�i������β���L�C���F(xi��n)����ͣ�C�rһ���L�Cͬ�rͣ�C��
(��)�� �����L�C��PLC ���Ɔ�Ԫ��ʽ��
�����L�C�����ھ��O(ji��n)�y�� CO ָ�ˣ��ɱO(ji��n)�y�x��ݔ��→PLC �Ԅӿ��ƶ����L�C���Һ���y�{(di��o)���y�T�Ĵ�С��
�L�C��̖��9-19��4.5A �� 90 �ȣ����ʣ� 7.5kw
�L�C�M���b늄ӵ��y�������Һ�ƗU������100kg���г�150mm��
�L�C�����O���_��ͣ���o��PLC ������Ҫ���{(di��o)��(ji��)���y�y�T�_�ȣ������M���L����
�����{(di��o)��(ji��)����(j��)������(j��)�ھ��O(ji��n)�y��CO ֵ�����oPLC �Կ�ϵ�y(t��ng)����CO��70mg/m3 �r (�����{(di��o))���y�T�_�ȼӴ������L������CO��60mg/m3 �r(�����{(di��o))���y�T�_�ȜpС���p���L�����cβ���L�C����(li��n)�i����β���L�C����ͣ�C�r�������L�Cͬ�rͣ��
(��)���ٟ��t���ڣ���������⽻�Q���M�ڣ����M�� PLC
�b0��1300�� L=600mm �y�؟��ż���ض��@ʾ�x1 �ף��H�@ʾ�ضȣ���
(ʮ)��������⽻�Q�� ���M�� PLC
����o�����z�y�����Oʩ
(ʮһ)���䟟��ӟ������H�@ʾ����ضȣ� ���M�� PLC
�ߜ؟����M��̎�b��0��1300�� L=600mm���y�؟��ż���ض��@ʾ�x 1 ��
�ӟ�����̎�b��0��200�� L=300mm���y�؟��ż���ض��@ʾ�x 1 ��
(ʮ��)����ˮ���Q�� ���M�� PLC
����o�����O(ji��n)�y�����Oʩ
�H�˹��{(di��o)��(ji��)�Mˮ�l�y�������Mˮ��
�ܵ����䣺 �ܵ���һ�_��늙C 2.2KW
��ˮ���ͣ���ˮ����r���˹����ӹܵ����_��ͣ��
(ʮ��)������ϴ������PLC �Ԅӿ��Ɔ�Ԫ��ʽ��
���ó��ڜy�أ���200�棩���ż�x��ݔ��→PLC �Ԅӿ���ˮ��늄��y�����{(di��o)��ˮ��
�����O�䣺
�� ����A�x�ıã����ʣ� 5.5kw������15����/С�r���P��30M��1�_��
�� �Ɍ��������ܾW(w��ng)���Mˮ�����b�O늄��y�T1 �_��
�� 0��800�� L=1200mm ������ݔ����̖�ض��@ʾ�x��1 �ף�
����Ҫ��
��һ������ϴ�������ڟ���ض�≤200���羀�������ڟ���ض�≥190��r���ɜy�x�������oPLC ϵ�y(t��ng)�Կ���ָ���y�T�_������ˮ�������أ���֮�t�y�T�PС��
ʮ��)������估ϴ��Ó���������H�@ʾ����ضȣ����M��PLC
�b�O 0��600�� L=1200mm �y�؟��ż���ض��@ʾ�x1 ��
(ʮ��)����ϴ��Ó������PLC �Ԅӿ��Ɔ�Ԫ��ʽ��
�����ھ��O(ji��n)�y��������ָ�˃x��ݔ��→PLC �Ԅӿ��ƉAҺˮ��늄��y�����{(di��o)���AҺ��
�����O�䣺
�� ����2 �_����ã��ܾW(w��ng)�Bͨ��
�� �Ɍ��������ܾW(w��ng)���Mˮ�����b�O늄��y�T1 �_��
�� 0��800�� L=1200mm ������ݔ����̖�ض��@ʾ�x��1 �ף�
����Ҫ��
�� ��Ҫ����(j��)�ھ��O(ji��n)�y������SO2 ��(sh��)��(j��)����SO2 ֵ250mg/m3�������{(di��o)���O����������ֵ��
�� ���ھ��z�y�x�O(ji��n)�ySO2 ���^����ֵ�r����̖�����oPLC ϵ�y(t��ng)�Կ���ָ���y�T�_������ϴ��AҺ���������ڴ�ֵ�r�y�T�PС���pС�AҺ������
�� ͬ�rҪ����]ϴ����������ڜضȣ���50�棨���{(di��o)���O���������ޣ���������ֵ�r���Կ���ָ���y�T�_���ڴ�ֵ�r�t�PС������̎���0��200�� L=300mm ���ż���ض��@ʾ�x��
(ʮ��)������Óˮ�����˹������{(di��o)���l�y���˹�����ˮ��1 �_�����M��PLC
�C�Ϣ���ϴ����ˮ�ùܾW(w��ng)������o�����O(ji��n)�y�Oʩ
�H�˹��քe�{(di��o)��(ji��)�Mˮ�l�y��������ˮ������
(ʮ��)������Óˮ�����������������H�@ʾ����ضȣ����M��PLC
�b�O 0��200�� L=1200mm �y�؟��ż���ض��@ʾ�x1 ��
(ʮ��)���������������H�@ʾ���ڜضȣ����M��PLC,�o�����O��
1����(n��i)���b����N�������ϣ�����(j��)��r�����˹����Q
2������̎�b0��200�� L=300mm �y�؟��ż���ض��@ʾ�x1 ��
(ʮ��)������̼�����b�ã��քӿ��Ɔ��Ӻ�ֹͣ�����M��PLC
�����O�䣺
1���[���݆�p��늙C550W 1 �_
2���ք��l�y 1 ֻ
�����˹������_ͣ���o������С����ι�����̼�ۣ����s�՚⇊���������������(n��i)���Ú������˹��ք��{(di��o)��(ji��)��
(��ʮ)�����m���M�����L���y��PLC �Ԅӿ��Ɔ�Ԫ��
���Üy�؟��ż�x��ݔ��→PLC �Ԅӿ������L�y��늄ӵ��y�_�͡�
�����O�䣺
1�����1 �_��4V310 늴��y1 ֻ
2��0��200�� L=300mm ���ż����ݔ����̖�ضȿ��ƃx1 ��
3���Գ��m���M�ڟ���ضȞ�����(j��)���O���ضȵ��ϡ�����ֵ��һ����r�£�����ֵ95�棬����ֵ75�棩��ʡ��������{(di��o)�������M���m������ضȸ��� 95������ֵ�r��PLC ָ�����L���y���_���L���M���أ����M�иߜ؈�����95������ֵ�r���t�P�]���L���y��ֹͣ�ߜ؈�
4�����M���m������ضȵ���75������ֵ�r���l(f��)���͜؈���̖��푡�
(��ʮһ)����ʽ���m����PLC �Ԅӿ��Ɔ�Ԫ��
�����}�_��ʽ���m�����x����ҷ�ʽ�����ö��r��ʽPLC �Ԅӿ��Ƹ��������y�_�]��늴��y�}�_���ȷ���݆����ң��}�_���ȡ�����g����������ڑ����{(di��o)������ϵ�y(t��ng)���ԣ��p�ٲ���ճ�m���p�ٞV����������Ҫ�Ƿ�ֹ�ض��^�ͽY¶�����ߜ؟����V���������ӡ�
�������m��������Ҫ���
��늴��}�_�y5 �_
�ƚ��5 �_
��늴��y5 �_
���������քӿ����_��ͣ�����M��PLC������1.5KW
�����O���r�g����5 ��݆�Q������ҊPLC ���̣�
(��ʮ��)��β���L�C��PLC �Ԅӿ��ƣ�
��䣺
�� β���L�C����̖9-26��5.6A ��0°�����ʣ� 30kw����(sh��)����1 �_
�� 늄ӵ��y 1 �_������(zh��)�ЙC���� �Һ�ƗU������370W/380V��
����Ҫ��
�� �L�C�����O�_ͣ���o������ͣ�C��PLC ������Ҫ�DZ���ϵ�y(t��ng)����ؓ����B(t��i)�\
�У�����(j��)�ٟ��t�M�Ͽ�̎�b�O������ؓ��늽��c��������ؓ��ֵ���{(di��o)���M���{(di��o)��(ji��)���y�_�ȣ������p�ٳ��L����
�� �����F(xi��n)������ؓ������r��PLC ָ����y�_��
�� ��ؓ���^��r��PLC ָ����y�PС��
�� ��?sh��)��y�_������M�Ͽ��Գ��F(xi��n)�������t�l(f��)������̖��
�� β���L�C�cһ�Ρ������L�C�o���ŷ��y���г�������ͣ�C�B�i���l(f��)���������β���L�C���y�_������M�Ͽ��Գ�������B(t��i)�r���t�o���ŷ��yѸ���ԄӴ��_��һ�������L�Cͬ�rͣ�C����
�� ��β���L�C���F(xi��n)���ϕr��һ�����L�C����ͣ�C��
(��ʮ��)�������o���ŷ��y��PLC �Ԅӿ��Ɔ�Ԫ��
���ף�
�� �o���ŷş�������b�O��ӵ��y��SC50*150 ��ף�4V310 ��220V 늴��y1 �ף�
�� 늽��c������1 ֻ��
����Ҫ��
�� ��늽��c�������@ʾ�t���_���O������ֵ�r��ͨ�^�Ӎ̖ʹ늴��y������ʹ����ӵ��yѸ�ٴ��_���o���ų����⣬���������
�� ���t�ʼn����֏͵��O��ֵ���£�늴��y��λʹ����y�T�P�]��ֹͣ��
�� �cβ���L�C(li��n)�i��β���L�C���Ͼo��ͣ�C�r�����y�L�ٴ��_�ş�������ͣ�C�r�����y�˞��P�]��
���÷ٟ��t�y�����x��ݔ��→PLC �Ԅӿ���늄ӵ��y���_���P�]��
(��ʮ��)���AҺ�أ�2 ��݆�Qʹ�ã����˹����ƣ�
�OҺλ���ƃxÿ��1�ף���2 ��
1��������ã�5.5KW 늙C1 �_������ˮ�س�ˮ�քe�M2 ���AҺ�أ��ք��BͬҺλ���ƃxһ���D(zhu��n)�Q��Һλ��Һλ������ֵ�r�Ԅ�ͣ���������A�D(zhu��n)�Q��������ֵ�r�Ԅӆ�������á�
2���˹���A
3����AҺ����C��2.2KW 2 �_��ÿ��1 �_���AҺ��ˮ�м���A�ۻ�A�K���˹����Ӕ���C�_��ͣ�C��
(��ʮ��)���ھ��O(ji��n)�y�O�䣨�����N�z�锵(sh��)����̖ݔ���ӿڣ�
��ُ���ף��Ϊ�����ϵ�y(t��ng)��
3.3��ϵ�y(t��ng)���c
����ϵ�y(t��ng)����PLC���ƣ�ͨ�^CAN�����M�W(w��ng)�������Ñ�������ͬ�r�����λ�C�O(ji��n)�أ��˽�����ϵ�y(t��ng)���\�Р�r��PLC���������и����Ŀ��ɔ_���������õ�ϵ�y(t��ng)��(w��n)����,���Ҿ����w�eС,���̺���,�����מ�����ˆT�����ܵ����c.
|

