多系統程序管理功能應用
多系統程序管理功能是指多系統構成的系統中,管理加工程序保存方式和運行加工程序的搜索方式、加工程序輸入輸出的功能;本功能用于多系統同時進行的加工,便于管理多系統同時進行的加工程序;使用本功能,可在多系統同時進行的工序中,以一個加工程序名處理各系統的加工程序,如圖1所示:

圖1
功能設定
本功能的使用與參數設定有關,以2個系統的程序管理進行說明,如圖2、圖3所示:

圖2

圖3
① 參數#1285bit0=0時,2個系統的程序共用存儲位置,如圖4所示:
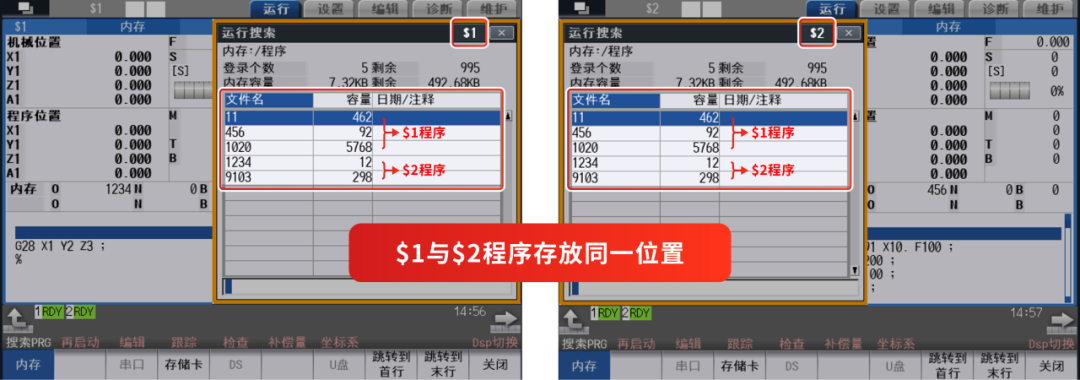
圖4
② 參數#1285bit0=1時,2個系統分別獨立存儲程序,如圖5所示:
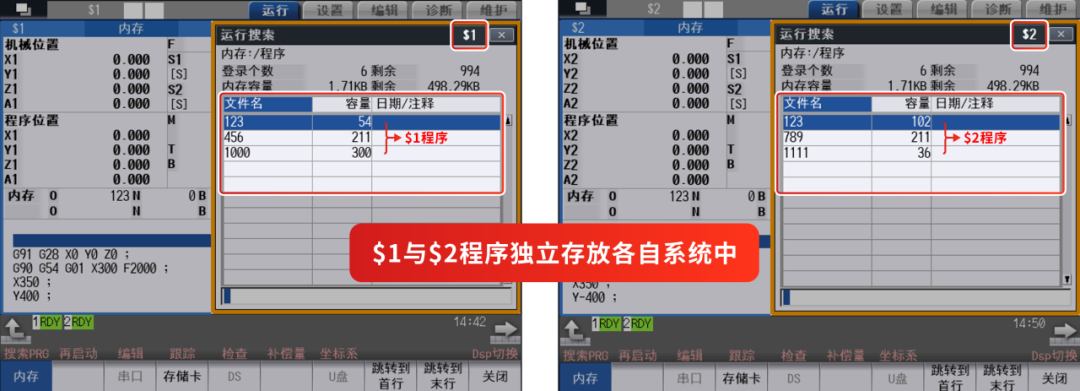
圖5
③ 參數#1285bit2=0時,例如在$2中創建程序號為“222”則$1$2程序中都有“222”的程序號,如圖6所示:

圖6
④ 參數#1285bit2=1時,例如在$2中創建程序號為“222”只有$2中有222的程序號,如圖7所示:

圖7
注意事項
① 本功能可對應的裝置為 NC 存儲器(包含 MDI、機床廠商宏程序)。不對應其他的裝置。
② 本功能有效時,包含擴展名在內,文件名最多可使用 29 個字符。(本功能無效時為 32 字符)。
③ NC 存儲器中的程序名的開頭不能為“$n$”,否則會發生設定錯誤。(n 為 1 位的半角數字) (錯誤文件名示例“$2$100”)。
④ 運行了包含$符號的程序時,會因$符號而發生“P33 格式錯誤”。
⑤ 不能對各系統進行刀具數據的輸入輸出。
關于三菱電機自動化(中國)有限公司
作為全球自動化領域的領導廠商,三菱電機以其優秀的自動化產品和技術服務于全球各行業用戶。在中國,三菱電機的PLC、變頻器、伺服、CNC、低壓電器、工業機器人、加工機等產品運行在各行各業,e-F@ctory智能制造解決方案構建出智能化工廠的框架并落地實施,為中國經濟發展積極做出貢獻。
更多請詳見網站: