




ė∙─▄ļŖę║╦┼Ę■ŽĄĮyį┌╦▄ÖC╣Ø─▄╩ął÷Ą─æ¬ė├


ĪĪ1.ę²čį
ĪĪĪĪī”ė┌╦▄┴ŽųŲŲĘąąśIüĒšfŻ¼ļŖ║─╩ŪŲõ╔·«a│╔▒ŠĄ─ų„ę¬▓┐ĘųŻ¼Č°ūó╦▄ÖC╩Ū╦▄┴ŽųŲŲĘÅSĄ─ų„ę¬─▄║─įOéõų«ę╗Ż¼ę“┤╦ĮĄĄ═ūó╦▄ÖCĄ──▄║─Īó╠ßĖ▀╔·«aą¦┬╩│╔×ķūó╦▄ąąśIĮĄĄ═│╔▒ŠĪó╠ßĖ▀«aŲĘĖéĀÄ┴”Ą─ėąą¦═ŠÅĮĪŻĮø▀^£yįćŻ¼ę╗░Ńå╬┼_é„ĮyČ©┴┐▒├ūó╦▄ÖC─▄║─║═╦∙š╝▒╚└²Ęųäe╩ŪŻ║
ĪĪĪĪė═ē║ŽĄĮyĄ─║──▄Ż║75-80%
ĪĪĪĪ╝ė¤ßå╬į¬Ą─║──▄Ż║10-15%
ĪĪĪĪ└õģsŽĄĮyĄ─║──▄Ż║5-10%
ĪĪĪĪ┐žųŲĮM╝■Ą─║──▄Ż║1-5%
ĪĪĪĪŲõųąūŅ┤¾─▄║─▓┐ĘųŻ║ė═ē║ŽĄĮyė├ļŖ┴┐š╝ūó╦▄ÖCĄ─75%ęį╔ŽĪŻ
ĪĪĪĪ─┐Ū░Į^┤¾ČÓöĄĄ─ūó╦▄ÖCČ╝ī┘ė┌ę║ē║é„äėūó╦▄ÖCŻ¼ę║ē║é„äėŽĄĮyųąĄ─äė┴”ė╔ļŖÖCĦäėė═▒├╠ß╣®ĪŻį┌ūó╦▄ų▄Ų┌Ą─▀^│╠ųąŻ¼µi─Ż,╔õ│÷,▒Żē║,└õģs,ķ_─ŻĄ╚▀^│╠ąĶę¬▓╗═¼Ą─ē║┴”║═┴„┴┐,ī”ė┌ė═▒├±R▀_Č╝╩Ū╠Äį┌ė┌žō▌dūāäėĄ─ĀŅæBĪŻę║ē║ŽĄĮyĄ─žō║╔ūā╗»║▄┤¾Ż¼é„Įyūó╦▄ÖC▓╔ė├Č©┴┐▒├Ż¼▓╗─▄š{╣Ø▌ö│÷▐D╦┘║═╣”┬╩Ż¼ę“┤╦ČÓėÓĄ──▄┴┐ų╗─▄į┌ō§░ÕĪóė═┬Ęą╣┬ČĪóė═Ą─£ž╔²ųąŽ¹║─Ą¶Ż¼«öŽĄĮyąĶŪ¾│¼▀^įOČ©Ą─┴„┴┐╝░ē║┴”,Ģ■ė╔ęń┴„ķy╗“▒╚└²ķyüĒš{š¹ē║┴”┴„┴┐,▀@éĆ▀^│╠ĘQų«×ķĖ▀ē║╣Ø┴„,įņ│╔Ą──▄┴┐ōp╩¦Ė▀▀_40%-75%ĪŻ▀@śė╝╚╝ėäĪ┴╦Ė„ĘNķyķTĄ──źōpŻ¼ėųįņ│╔ė═£ž▀^Ė▀Ż¼ļŖÖCįļę¶▀^┤¾Ż¼ęį╝░ÖCąĄē█├³┐sČ╠Ą╚¼FŽ¾ĪŻ▓óŪę═©│Żį┌įOėŗųąŻ¼ė├æ¶ė═▒├ļŖÖCįOėŗĄ─╚▌┴┐▒╚īŹļHąĶę¬Ė▀│÷║▄ČÓŻ¼┤µį┌"┤¾±R└ŁąĪ▄ć"Ą─¼FŽ¾Ż¼įņ│╔ļŖ─▄Ą─┤¾┴┐└╦┘MĪŻ
ĪĪĪĪę“┤╦ė∙─▄ļŖę║╦┼Ę■ŽĄĮyį┌ūó╦▄ÖC╔ŽĄ─æ¬ė├Ż¼ų„ę¬ßśī”Ą─Š═╩Ū╦▄ÖCė═ē║ŽĄĮyŻ¼ī”ė┌£p╔┘─▄į┤└╦┘M╠ßĖ▀╔·«aą¦┬╩Š▀ėąųžę¬ęŌ┴xĪŻ
ĪĪ2.įOéõŽĄĮyĮķĮB
ĪĪ2.1ė∙─▄ūó╦▄ÖCę║ē║ŽĄĮy«aŲĘśŗ│╔
ĪĪĪĪė∙─▄äė┴”Ą─ę║ē║╦┼Ę■“īäėŽĄĮyų„ę¬ė╔īŻė├╦┼Ę■“īäėŲ„Īó╚²ŽÓĮ╗┴„ė└┤┼═¼▓ĮļŖÖCĪó╦┼Ę■ę║ē║ė═▒├ē║┴”é„ĖąŲ„Ą╚Äū▓┐ĘųĮM│╔ĪŻ└¹ė├Ž╚▀MĄ─DSP║═ė└┤┼Į╗┴„╦┼Ę■ļŖÖCīŹ¼FļŖäėę║ē║┐žųŲŽĄĮyĄ─ē║┴”Īó┴„┴┐ūįäėš{╣ØĄ╚ūįäė┐žųŲ╣”─▄ĪŻ
ĪĪĪĪ 
ĪĪĪĪīŻė├╦┼Ę■“īäėŲ„Ż║Å─│╔╩ņĪóĘĆČ©Īó┐╔┐┐Ą─╗ņ║Žäė┴”Ų¹▄ćļŖÖC╦┼Ę■┐žųŲŲ„č▄╔·Č°üĒŻ¼╩ŪīŻ×ķūó╦▄ÖCę║ē║╦┼Ę■ŽĄĮyķ_░lĄ─īŻė├“īäėŲ„ĪŻā╚║¼╬╗ų├ŁhĪó╦┘Č╚Łh║═ļŖ┴„ŁhŻ¼ĮĶų·Ė▀ąį─▄Ą─öĄūųą┼╠¢╠Ä└ĒŲ„Ż©DSPŻ®║═Ą═│╔▒Šå╬Ų¼ÖCŻ©ARMŻ®īŹ¼F┴╦Ė▀ąį─▄╩Ė┴┐┐žųŲĪó¤o╬╗ų├é„ĖąŲ„┴”Šž┐žųŲĪóŠ½┤_╬╗ų├║═╦┘Č╚┐žųŲĪóĘŪŠĆąį╚§┤┼Ė▀╦┘┐žųŲĪó╬╗ų├ąŻš²┐šķg╩Ė┴┐Ą═╦┘┐žųŲĪŻ═©▀^ć└Ė±Ą─ļŖ┤┼╝µ╚▌ĪóĖ▀Ą═£žĪó│▒رĪóšäėįć“ׯ¼▀mæ¬Ė„ĘNÉ║┴ėŁhŠ│Ż¼ęč═©▀^CEšJūCĪŻ
ĪĪĪĪ╚²ŽÓĮ╗┴„ė└┤┼═¼▓ĮļŖÖCŻ║▐Dūė┤┼õōė╔Ė▀£žÅŖ┤┼ŌSĶFÕA▓─┴Žśŗ│╔Ż¼▓╔ė├▒Ē┘N╩Į╣╠Č©ĘĮ╩ĮŻ¼š{╦┘ĘČć·Ė³īÆŻ¼Ė▀╦┘▀\ąąĖ³╝ė┐╔┐┐ĪŻė╔ė┌▓╔ė├╝ÜķLą═ĮYśŗŻ¼ļŖÖC▐DūėĄ─▐DäėæT┴┐ąĪŻ¼äėæBĒææ¬Ė³┐ņŻ¼═¼ĢrļŖÖCĄ─▀\ąąįļ┬ĢĖ³Ą═ĪŻ
ĪĪĪĪ╦┼Ę■ę║ē║▒├Ż║▀xė├ūĪėč╦┼Ę■ę║ē║ā╚ć¦║Ž²X▌å▒├ĪŻ
ĪĪĪĪ╦┘Č╚Ż©┴„┴┐Ż®Ę┤üŲ„╝■Ż║▓╔ė├ĮYśŗ└╬╣╠Ż¼─═Ė▀£žĪó┐╣šäėĪó┐╣Ė╔ö_Ą──▄┴”║▄ÅŖĄ─ÖCąĄą═ą²▐Dūāē║Ų„ū„×ķ╬╗ų├Ę┤ü▓┐╝■Ż¼ė∙─▄ķ_░l┴╦┼cą²▐Dūāē║Ų„ŽÓ┼õ║ŽĄ─īŻė├ą┼╠¢╠Ä└ĒąŠŲ¼Ż¼╦┘Č╚Ę┤üŠ½Č╚▀_ĄĮ├┐▐D4096éĆ├}ø_Ż¼ūŃęįØMūŃūó╦▄ÖCĄ─┐žųŲŠ½Č╚ąĶę¬ĪŻ
ĪĪĪĪē║┴”Ę┤üŲ„╝■Ż║▓╔ė├▀M┐┌Ą─╚╩┐Trafagē║┴”é„ĖąŲ„
ĪĪ2.2ė∙─▄ūó╦▄ÖCļŖę║╦┼Ę■ŽĄĮyĮM│╔╩ŠęŌłD
ĪĪĪĪ╚ńłD╦∙╩ŠŻ¼ė∙─▄ūó╦▄ÖCļŖę║╦┼Ę■ŽĄĮyų„ę¬ė╔╦┼Ę■“īäė┐žųŲŲ„ĪóļŖÖC▐Dūė╬╗ų├/╦┘Č╚é„ĖąŲ„Īóė└┤┼═¼▓ĮļŖÖCĪó┼c╦┼Ę■ļŖÖC═¼▌S▀BĮėĄ─ė═▒├Ż¼ęį╝░Öz£yŽĄĮyė═ē║Ą─ē║┴”é„ĖąŲ„Ą╚ĻPµI▓┐╝■ĮM│╔ĪŻ
ĪĪĪĪ 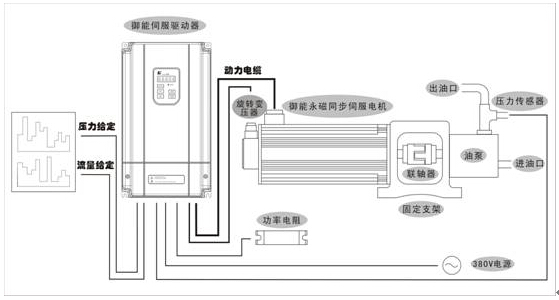
ĪĪ3.žō▌d▀\äė╠ž³c
ĪĪĪĪ 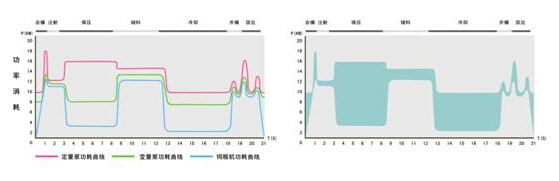
ĪĪĪĪ╔ŽłDųąŻ¼Ū░░ļÅłłD×ķČ©┴┐▒├Ż¼ūā┴┐▒├Ż¼╦┼Ę■╚²ĘNŽĄĮyį┌š¹éĆ╦▄ÖC╣żørųąĄ─╣”┬╩Ž¹║─ŪķørŻ¼║¾░ļÅłłD╔Ņ╦{╔½’@╩Šģ^ė“×ķČ©┴┐▒├ŽĄĮy┼c╦┼Ę■ļŖę║ŽĄĮyį┌═¼Ą╚╣żørŽ┬Ą──▄║─▓ŅĪŻŲõųąā╔ēK▌^┤¾├µĘeĄ─ģ^ė“×ķ╩Ūš¹éĆ╣żørųąĄ─▒Żē║║═└õģs▓┐ĘųŻ¼┐╔ęį┐┤│÷īŹļH╣ØļŖą¦╣¹╚ĪøQė┌▒Żē║║═└õģsĢrķgš╝š¹éĆų▄Ų┌Ą─▒╚└²ĪŻ
ĪĪĪĪ╣ØļŖ┬╩▓╗āH║═ÖCŲ„ėąĻPŻ¼Ė³ųžę¬Ą─╚ĪøQė┌│╔ą═╣ż╦ćĪŻ▌p┬╩Ą─│ą┘╝50%ęį╔Ž╣ØļŖ┬╩╩Ū▓╗žōž¤╚╬Ą─ū÷Ę©ĪŻęčėą░Ė└²Ą─╣ØļŖ┬╩Å─20%-70%▓╗Ą╚Ż¼į┌ĘŪ┐ņ╦┘│╔ą═╣ż╦ćŽ┬ę╗░Ń╣Ø─▄┬╩į┌40%ęį╔ŽĪŻ
ĪĪ4.┐žųŲę¬Ū¾
ĪĪĪĪīó─ŻöM┴┐ą┼╠¢ų▒Įė╝ėį┌╦┼Ę■“īäėŲ„Ą─ŽĄĮyē║┴”ĮoČ©ą┼╠¢║═ŽĄĮy┴„┴┐ĮoČ©ą┼╠¢Ą─▌ö╚ļČ╦Ż╗īóė═▒├│÷┐┌Ą─ē║┴”é„ĖąŲ„Įė╚ļ╦┼Ę■Ą─ē║┴”Ę┤üą┼╠¢Č╦┐┌ĪŻ╦┼Ę■ŽĄĮy═©▀^Įė╚ļĄ─ē║┴”║═┴„┴┐ą┼╠¢▀MąąPIš{╣ØŻ¼Ė─ūā╦┼Ę■ļŖÖCĄ─▌ö│÷▐DŠž║═▐D╦┘Ż¼Å─Č°Ė─ūāė═▒├ļŖÖCĄ─▌ö│÷┴„┴┐Q║═ē║┴”PŻ¼▓ó═©▀^ļŖÖC╔ŽĄ─ą²▐DŠÄ┤aŲ„║═ė═┬ĘųąĄ─ē║┴”é„ĖąŲ„Ż¼Ę┤üīŹļHŪķørą╬│╔Ė▀Š½Č╚Ą─ļpķ]Łh┐žųŲŻ¼ęįØMūŃūó╦▄ÖCį┌Ė„éĆ╣żą“ųą╦∙ąĶĄ─ė═ē║┤¾ąĪ║═┴„┴┐╦┘Č╚Ż¼▀@śėŠ═─▄▒▄├Ō─▄┴┐└╦┘MĪŻ
ĪĪ5.ļŖÜŌ▀BĮė
ĪĪĪĪ5.1═Ļ│╔ų„ļŖ┬ĘČ╦ūėĮėŠĆ
ĪĪĪĪ1) īó▌ö╚ļäė┴”ļŖ└|ĘųäeĮėĄĮ“īäėŲ„ļŖį┤▌ö╚ļČ╦ūėL1ĪóL2ĪóL3╔ŽŻ¼īó▌ö╚ļäė┴”ļŖ└|Ą─ĮėĄžī¦¾w┼c“īäėŲ„Ą─╚╬ę╗ŅwĮėĄž┬▌Įz(PE)▀BĮėŻ¼▓óīó┬▌Įzą²ų┴▀m«ö╦╔ŠoČ╚ęį▒ŻūC▀BĮė═©Ģ│ĪŻ
ĪĪĪĪ2) īóļŖÖC╚²ŽÓ▌ö╚ļČ╦ūėĄ─W V UĘųäe┼c“īäėŲ„╦┼Ę■ļŖÖC▀BĮėČ╦ūėW V U▀BĮėŻ¼▓óīó┬▌Įzą²ų┴▀m«ö╦╔ŠoČ╚ęį▒ŻūC▀BĮė═©Ģ│ĪŻīóļŖÖCĄžŠĆČ╦ūė┼c“īäėŲ„Ą─╚╬ę╗ŅwĮėĄž┬▌Įz(PE)▀BĮėĪŻīóļŖÖC£y£žļŖūĶČ╦ūė┼c“īäėŲ„Č╦ūėT1ĪóT2▀BĮėŻ¼▓óīó┬▌Įzą²ų┴▀m«ö╦╔ŠoČ╚ęį▒ŻūC▀BĮė═©Ģ│ĪŻīóļŖÖCą²▐Dūāē║Ų„▀BĮėČ╦ūė┼c“īäėŲ„▀BĮėŲ„CN2▀BĮėŻ¼▓óą²Šo╣╠Č©┬▌ĮzĪŻ
ĪĪĪĪ3) īóųŲäėļŖūĶā╔éĆĮėŠĆČ╦ūė┼c“īäėŲ„Č╦ūėU+Ż¼PB▀BĮėŻ¼▓óīó┬▌Įzą²ų┴▀m«ö╦╔ŠoČ╚ęį▒ŻūC▀BĮė═©Ģ│ĪŻ
ĪĪĪĪ 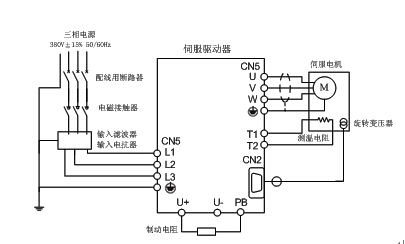
ĪĪĪĪ5.2ģó┐┤┐žųŲŲ„╔w░Õ║¾Ą─▀BŠĆłDŻ¼═Ļ│╔┐žųŲ▓┐ĘųĄ─▀BŠĆ
ĪĪĪĪ 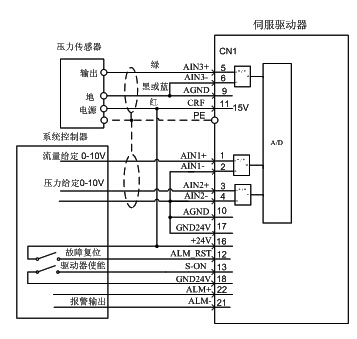
ĪĪĪĪ5.3 ═Ļ│╔ļŖÖC╝░ė═▒├į┌ūó╦▄ÖC╔ŽĄ─░▓čbŻ¼┤_šJė═┬ĘĄ─▀BĮė║═ļŖÖCĮėŠĆš²┤_ĪŻ
ĪĪ6.▒Żūo╣”─▄
ĪĪĪĪł¾Š»▒Żūo┤·┤a╦┘▓ķ▒Ē
ĪĪ7.š{įćę¬³c
ĪĪĪĪHMI▀BĮėŻ║MH500ŽĄ┴ą╦┼Ę■ļŖę║ŽĄĮyų¦│ųHMI╔ŽļŖĢrĄ─¤ß▓Õ░╬ĪŻš{įćĢrīóHMIĄ─DSUB9Č╦ūė▓Õ╚ļ“īäėŲ„Ū░╔w░Õā╚Ą─CN4Č╦ūėā╚╝┤┐╔īŹ¼FHMI┼c“īäėŲ„Ą─▀BĮėĪŻ╚ńŽ┬łD╦∙╩Š.
ĪĪĪĪ 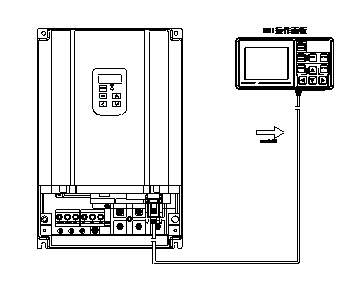
ĪĪĪĪš{įć┴„│╠łDŻ║
ĪĪĪĪ 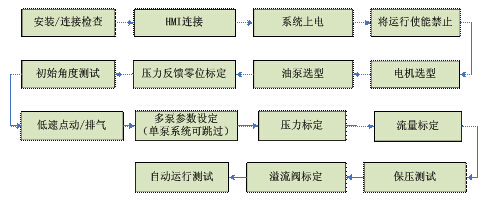
ĪĪĪĪę└▓Įą“ĮøąąįOų├║¾Š═─▄╩╣ŽĄĮy▀\ąąĪŻ
ĪĪ8.ūóęŌ╩┬ĒŚ
ĪĪĪĪ×ķ┴╦▒ŻūC═Ļ║├Ą─ąį─▄║═ķLŲ┌╣żū„ē█├³Ż¼šłīóMH500╦┼Ę■“īäėŲ„░▓čbį┌ęįŽ┬Į©ūhŁhŠ│ųąŻ¼┤_▒Ż“īäėŲ„├ŌįŌōpē─ĪŻ
ĪĪ9.«aŲĘ╠ž³cĮķĮBŻ©╦∙╩╣ė├ĄĮĄ─ė∙─▄«aŲĘŻ®
ĪĪĪĪė∙─▄ūó╦▄ÖCę║ē║╦┼Ę■ŽĄĮyĄ─ā×ä▌
ĪĪĪĪ9.1 «aŲĘąį─▄ā×ä▌
ĪĪĪĪ1) ė∙─▄╦┼Ę■“īäėŲ„×ķ╦▄ÖCīŻė├╦┼Ę■“īäėŲ„Ż¼▀^▌dŽĄöĄ▀_2.5~3▒ČŻ╗▒╚Ų╩ął÷╔Žė├ūāŅlŲ„Ė─įņČ°üĒĄ─╦∙ų^Ą─╦┼Ę■Ż©╩Ė┴┐ūāŅlŲ„Ż®1.5▒ČĄ─▀^▌dŽĄöĄŻ¼ė∙─▄«aŲĘėąų°īŻśI╦┼Ę■Ą├╠ņ¬Ü║±Ą─ā×ä▌Ż╗
ĪĪĪĪ2) ╣Ø╩Ī─▄║─Ż║┼cé„ĮyČ©┴┐▒├ŽÓ▒╚╦┼Ę■ŽĄĮy╣Ø─▄50%-70%Ż¼éĆ░ĖĖ▀▀_80%Ż╗┼cūā┴┐▒├ŽÓ▒╚╦┼Ę■ļŖÖC╣Ø─▄ūŅĄ═│ąųZ25%Ż╗
ĪĪĪĪ3) į÷╝ėå╬╬╗ĢrķgĄ─«aŲĘ║ŽĖ±öĄ┴┐5%ęį╔ŽŻ╗
ĪĪĪĪ4) ┴„┴┐Ēææ¬Ģrķg50MSŻ¼ē║┴”Ēææ¬Ģrķg100MS;
ĪĪĪĪ5) ųŲŲĘųž┴┐ųžÅ═š`▓Ņ<0.3%;
ĪĪĪĪ6) ┬▌ŚU╔õ─zĮKų╣╬╗ų├š`▓Ņ<0.1mm;
ĪĪĪĪ7) ╣Ø╩Ī┴╦é„Įy╝╝ągĖ▀ē║╣Ø┴„└╦┘MĄ──▄┴┐Ż╗
ĪĪĪĪ8) ╣Ø╩Ī┴╦ę║ē║└õģsŽĄĮyĄ─Ž¹║─
ĪĪĪĪ9.2 ░┤Ų¹▄ć«aŲĘĄ─╣▄┐ž┴„│╠┐žųŲ«aŲĘ┘|┴┐
ĪĪĪĪ1) ╚½├µĄ─Ė▀Ą═£ž╣żørĄ─įć“×
ĪĪĪĪ2) ć└Ė±Ą─šäėŁhŠ│įć“×
ĪĪĪĪ3) ISO90001/TS16949Ą─╣®æ¬µ£╣▄└Ē┴„│╠Ż¼║═╔·«a▀^│╠┐žųŲ
ĪĪĪĪ4) ī”ļŖÖC║═╦┼Ę■“īäėŲ„▀Mąąć└Ė±Ą─│÷ÅS└Ž╗»£yįćŻ¼Ž¹│²ļŖūėį¬Ų„╝■Ą─įńŲ┌╩¦ą¦
ĪĪĪĪ5) ė∙─▄╦┼Ę■«aŲĘ═©▀^ØMūŃÜWų▐ļŖ┤┼╝µ╚▌ś╦£╩CEšJūC
ĪĪĪĪ6) “īäėŲ„ā╔─ĻĄ─┘|┴┐▒ŻūCŲ┌Ż¼ūī┐═涤oæn╩š╗ž═Č┘Y│╔▒ŠŻ©╣Ø─▄/Ė▀ą¦Ż®
ĪĪĪĪ9.3ė└┤┼┤┼ūĶ═¼▓ĮļŖÖCĄ─æ¬ė├
ĪĪĪĪ1) į┌š¹éĆ╦┘Č╚ģ^ėą║▄Ė▀Ą─ą¦┬╩Ż║┴„┴┐┐žųŲ║═▒Żē║┐žųŲĢrĖ³╣Ø─▄
ĪĪĪĪ2) ļŖ┤┼▐DŠž║═┤┼ūĶ▐DŠžŽÓĮY║Ž«a╔·Ė³┤¾Ą─┼żŠžŻ║╦┘Č╚ŽÓæ¬Ė³┐ņŻ¼Ė³╣Ø─▄,
ĪĪĪĪ3) ĘĮ▒ŃīŹ¼F╚§┤┼┐žųŲį÷╝ė▐D╦┘ĘČć·Ż║┐╔ęį║═ČÓĘN▒├┼õ║ŽŻ¼┐╔ęįØMūŃ┤¾┴„┴┐Ą─ąĶŪ¾
ĪĪĪĪ4) ŽĄĮy▀\ąąĖ³ŲĮĘĆŻ║š¹éĆŽĄĮyįļę¶Ė³Ą═ 9.4Ž╚▀MĄ─ļŖÖC┐žųŲ╦ŃĘ©║═ūó╦▄æ¬ė├┐žųŲ▓▀┬į
ĪĪĪĪ1) ¼F┤·ļŖÖCš²Žę╩Ė┴┐┐žųŲ╦ŃĘ©Ż¼īŹ¼Fī”ļŖÖCĄ─═Ļ├└┴”Šž┐žųŲŻ║
ĪĪĪĪ2) ļŖÖC▀\ąąĖ³ŲĮĘĆŻ╗Ēææ¬╦┘Č╚Ė³┐ņŻ╗įļę¶Ė³Ą═Ż╗
ĪĪĪĪ3) š¹éĆŽĄĮyĄ─ą¦┬╩Ė³Ė▀Ż©ŽĄĮyą¦┬╩┤¾ė┌90%Ż®Ż╗
ĪĪĪĪ4) ūį▀mæ¬/ĘŪŠĆąį┐žųŲŻ¼ØMūŃ▓╗═¼ūó╦▄ÖCą═Ą─┴„┴┐║═ē║┴”ąĶŪ¾Ż¼£p╔┘┴„┴┐║═ē║┴”Ą─│¼š{Ż¼═¼ĢrŽ¹│²╔õ─z"╠°äė"Ż╗
ĪĪĪĪ5) ĮŌ±ŅPQ┐žųŲŻ¼į÷╝ėūó╦▄ÖCĄ─Ēææ¬╦┘Č╚Ż¼ŲĮ╗¼┴„┴┐║═ē║┴”┐žųŲĄ─ŽÓ╗ź▐DōQŻ©ąĶę¬╔Ž╬╗ÖC┼õ║ŽŻ®Ż╗
ĪĪĪĪ6) Ė∙ō■ūó╦▄│╔ą═╣ż╦ćĄ─ąĶŪ¾Ż¼īŹ¼Fä“╦┘/ūā╦┘╔õ─z┐žųŲŻ¼▓óŲĮ╗¼Å─┴„┴┐┐žųŲ▀^Č╔ĄĮ▒Żē║┐žųŲĪŻ
ĪĪĪĪ9.5Ħē║┴”čaāöĄ─┴„┴┐┐žųŲ
ĪĪĪĪ1) ┴„┴┐Īóē║┴”ļpķ]Łh┐žųŲŻ¼▒ŻūC┴╦ūó╦▄▀^│╠ī”ē║┴”║═┴„┴┐Ą─ę¬Ū¾Ż╗
ĪĪĪĪ2) ┐╔ęįčaāöĖ▀ē║┴”Ģr▒├ą╣┬Č«a╔·Ą─┴„┴┐š`▓ŅŻ¼┴„┴┐┐žųŲĖ³Š½┤_Ż╗
ĪĪĪĪ3) ┼õ▓╗═¼Ą─▒├īŹ¼F▓╗═¼Ą─ē║┴”čaāöŻ¼īŹ¼FŠ½┤_Ą─┴„┴┐┐žųŲĪŻ
ĪĪĪĪ9.6 │╔╩ņĄ─┼fÖCĖ─įņĘĮ░ĖŻ©å╬▒├/ČÓ▒├Ż®
ĪĪĪĪ1) Å─2008─Ļ╝┤ķ_╩╝▀M╚ļ┼fÖCĖ─įņąąśIŻ¼ī”║Ż╠ņĄ╚ŲĘ┼ŲĄ─ūó╦▄ÖCĖ─įņėąĘŪ│Ż│╔╩ņĄ─ĘĮ░ĖŻ╗
ĪĪĪĪ2) ļŖÖC┼cė═▒├Ą─▀BĮė▓╔ė├Ė▀Š½Č╚┬ō▌SŲ„▀BĮėą═╩ĮŻ¼ę╗üĒ▒Ńė┌ŠSūoŻ¼Č■üĒ╦┼Ę■ļŖÖC║═ė═▒├į┌▀\ąąųąŅlĘ▒åó═ŻŻ¼Č■š▀Ą─ŪČ╚ļ╩Į▀BĮėĢ■į÷╝ė▀BĮė▌S┐©╦└Ą─’LļUŻ¼▓╔ė├┬ō▌SŲ„┐╔ęįęÄ▒▄įō’LļUŻ╗
ĪĪĪĪ3) ė∙─▄┼c║Ż╠ņ╦┼Ę■ļŖÖC║═ė═▒├Ą─╣®æ¬╔╠Ż©░▓ą┼Ż®╩Ūæ┬į║Žū„╗’░ķĻPŽĄŻ¼║Ż╠ņļŖÖCėą▓┐Ęų×ķė∙─▄ū÷┘N┼Ų┤·╣żŻ¼▀@ėą└¹ė┌į┌╩ął÷╔Žū÷║Ż╠ņé„Įyūó╦▄ÖCĄ─┼·┴┐ąį╦┼Ę■Ė─įņŻ╗
ĪĪĪĪ4) ╚½│╠▒O┐žļŖÖC║═“īäėŲ„Ą─£žČ╚ūā╗»Ż¼īŹĢrš{š¹┐žųŲģóöĄĪŻ
ĪĪĪĪ5) ßśī”┤¾ą═║Ž┴„ÖCŻ¼┼õ║Žė═┬ĘīŹ¼FūŅąĪĘ┤▐D┴┐Ą─ą╣ē║┐žųŲŻ¼ęįčėķLė═▒├║═ļŖÖCĄ─ē█├³ĪŻ
ĪĪĪĪ6) ī”ČÓ╝ęų¬├¹ÅS╔╠Ż©ĮKČ╦ė├æ¶Ż®▀Mąą┴╦300T~3300Tųą┤¾ą═ūó╦▄ÖCĄ─Ė─įņ╩®╣żŻ¼½@Ą├ę╗ų┬║├įuĪŻ
ĪĪ10.ĮY╩°šZ
ĪĪĪĪĖ∙ō■╦▄┴ŽųŲŲĘĄ─╩ął÷Ęų╬÷Ż¼─┐Ū░ųąć°╦▄┴ŽÖCąĄąąśI«aųĄ├┐─Ļ╝s200ā|į¬Ż¼Č°ć°ā╚╩ął÷ąĶŪ¾Į³220ā|į¬Ż¼ūó╦▄ÖCĄ─ąĶŪ¾ę▓ų▓Įė╔─ŽĘĮŽ“▒▒ĘĮŻ¼¢|▓┐Ž“╬„▓┐öU╔óŻ¼ę▓Ħäė╦▄┴Ž╣żśIĄ╚ĻP┬ō«aśIĄ─’w╦┘░lš╣ĪŻĄ½═¼ĢrąąśIā╚Ą─ĖéĀÄę▓╚šØu╝ż┴ęŻ¼ļSų°ć°╝ę╣Ø─▄£p┼┼š■▓▀Ą─╔Ņ╚ļŻ¼Ė„ÅS╝ę│²┴╦ųžęĢ«aŲĘ┘|┴┐║═ŲĘ┼Ų═ŌŻ¼Č╝į┌┐╝æ]į§śė╣Ø─▄ęįĒææ¬ć°╝ę╠¢š┘║═£p╔┘╔·«a│╔▒ŠĪŻÅ─ūó╦▄ÖC╣ż╦ć▀^│╠┐╔ų¬Ż¼ļŖ─▄Ž¹║─│╔▒Šį┌ūó╦▄│╔ą═«aŲĘ│╔▒Šųąš╝┴╦║▄┤¾Ą─▒╚└²Ż¼ę“Č°─▄ʱėąą¦£p╔┘ļŖ─▄ōp║─Ż¼╩▄ĄĮ┴╦Ė„ūó╦▄ÖCÅS╝ę║═ė├æ¶Ą─ĻPūóĪŻīŹ¼Fą¦╣¹’@ų°Ą─╣Ø─▄Ė─įņęčĮø│╔×ķūó╦▄ąąśI╠ß╔²Ą─╩ū꬚nŅ}ĪŻČ°ė∙─▄ļŖę║╦┼Ę■ŽĄĮyį┌╦▄ÖCąąśIĄ─æ¬ė├Å─Ė∙▒Š╔ŽØMūŃ┴╦▀@ą®ąĶŪ¾Ż¼ŅIŽ╚Ą─╝╝ąg╝░į┌╦▄ÖC╩ął÷╚šęµ│╔╩ņĄ─æ¬ė├ęčĄ├ĄĮ┴╦ųTČÓųŲįņ╔╠║═ė├æ¶Ą─┐ŽČ©Ż¼╬┤üĒļŖę║╦┼Ę■Ą─╩╣ė├ä▌▒ž│╔×ķ╦▄ÖC╩ął÷Ą─ų„┴„ĪŻ
ĪĪĪĪ