

1. 概述
某些設備的控制要求比較復雜,但認真分析其控制要求時,又會發現它具有一定的規律性,在如何結合PLC的特點將其中規律利用起來,更加有效地實現其控制要求,比僅僅是將逐個控制要求一一“翻譯”成PLC控制程序而言,對設備控制程序編寫人員是一個要求更高挑戰。
本文用一個為客戶編寫的袋式收塵設備的控制程序為例,來說明結合設備的控制要求中的規律來編程的方法及其優點。
2. 具體實現方法
袋式收塵的控制系統要求比較簡單,但由于設備中控制大量的輸出點,實現起來PLC的程序部分比較繁瑣。其基本控制功能有設備狀態指示、電機啟停及故障報警,這一部分功能的實現比較容易,在這里不做介紹,它的清灰動作輸出部分在實現有比較特別之處,在本文中會把重點放在這一部分。
清灰部分動作有1#~16#脈沖閥、1#~16#提升閥及1#~4#缷灰閥36個輸出點的輸出控制。具體控制要求如下:
1. 脈沖閥、提升閥、卸灰閥進入循環狀態:
1#提升閥通(T1時間后)→1#脈沖閥通(T2)→1#脈沖閥斷(T3)→1#提升閥斷(T4)→2#提升閥通(T1)→2#脈沖閥通(T2)→2#脈沖閥斷(T3)→2#提升閥斷(T4)......→16#提升閥通(T1)→16#脈沖閥通(T2)→16#脈沖閥斷(T3)→16#提升閥斷(T0)→1#提升閥通(TI)→1#脈沖閥通(T2)→1#脈沖閥斷(T3)→1#提升閥斷(T4)......
每當2,4,6,8,10,12,14,16號提升閥關斷后,也即小循環完成后,開始一個卸灰循環:1#卸灰閥通(T11)→1#卸灰閥斷(T12)→2#卸灰閥通(T11)→2#卸灰閥斷(T12)→3#卸灰閥通(T11)→3#卸灰閥斷(T12)→4#卸灰閥通(T11)→4#卸灰閥斷。
2. 按一下脈沖閥測試按鈕,1#脈沖閥通0.25秒后關斷,再按一下脈沖閥測試按鈕,2#脈沖閥通0.25秒后關斷,再按一下脈沖閥測試按鈕,3#脈沖閥通0.25秒后關斷....按第十六下脈沖閥測試按鈕,16#脈沖閥通0.25秒后關斷,再按又回到1#脈沖閥......
3. 按一下提升閥測試按鈕,1#提升閥通,再按一下1#提升閥關, 再按一下提升閥測試按鈕,2#提升閥通,再按一下2#提升閥關...... 按一下提升閥測試按鈕,16#提升閥通,再按一下16#提升閥關,再按又回到1#提升閥......
4. 卸灰閥測試原理和提升閥相同,4#卸灰閥通、斷后又回到1#卸灰閥。
分析上述控制要求,在PLC程序中實現這些功能比較麻煩,如果設備的收塵室數目增加時,這一部分的程序將會更加冗長。客戶反映,以前用某品牌的PLC時,程序的編制、調試及維護都有很多不便之處。根據客戶的實際情況,結合施耐德電氣PLC本身的特點,對設備的控制思路做了優化,以完美的實現設備的要求。
在對客戶的控制要求進行深入分析的基礎上,發現控制要求中是有一定的規律:每個循環中脈沖閥、提升閥和缷灰閥的每個小循環動作是相同的,只是具體的閥的輸出不同。脈沖閥和提升閥有16個小循環,缷灰閥有4個小循環,每個小循環中只有1個同類的閥在輸出(脈沖閥、提升閥或缷灰閥)。
基于以上分析,在TWIDO的程序中將做以下重點處理:
1. 首先需要對清灰動作所涉及的36個輸出點合理規劃,使其具有特定的規律,理由可由下面的描述中得到。4個缷灰閥分配到第一個擴展模塊TWDDMM24DRF,在PLC中地址為%Q1.0~%Q1.3,16個脈沖閥分配到第二個擴展模塊TWDDRA16RT,在PLC中地址為%Q2.0~%Q2.15,16個提升閥分配到第三個擴展模塊TWDDRA16RT,在PLC中地址為%Q3.0~%Q3.15。
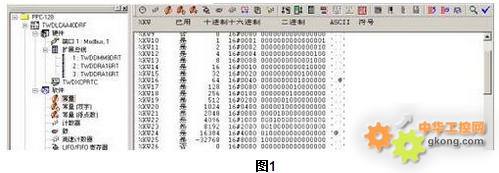
2. 不采用位變量作為脈沖閥、提升閥或缷灰閥的中間變量,否則會涉及大量的位變量操作。而將這些閥的輸出狀態填寫到TWIDO的常量字中,如圖1所示,利用施耐德電氣PLC的位變量的結構化功能,將常量字內容賦值給輸出點的組合對象,經過如此處理,不僅大量減少中間位變量的使用,而且可以將本地操作/遠程操作及閥門測試時對輸出點的操作共用起來,帶來的好處不言而喻。
3. 用1個設置計數值為16的計數器(%C1)對脈沖閥和提升閥進行記錄,以得到脈沖閥和清灰閥小循環的位置;用1個設置計數值為4的計數器(%C2)對缷灰閥記錄,以得到缷灰閥大循環的位置。
4. 用相同的原理編寫脈沖閥、提升閥與缷灰閥的程序。得到相應的輸出的狀態字。
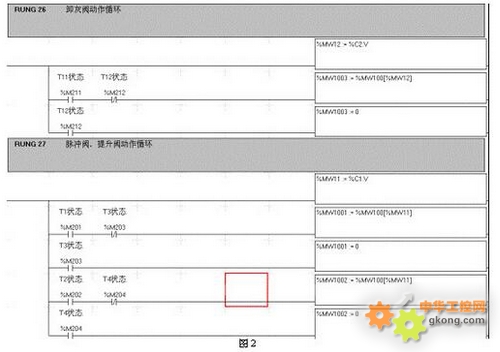
5. 用TWIDO的索引對象(相對尋址)結合小循環計數器%C1與大循環計數器%C2的計數值,得到循環某一位置時的輸出狀態。見圖2。
6. 將各種狀態得到的輸出字做或運算,產生最終的輸出,將輸出狀態字的值賦給輸出點的結構化對象。如圖3所示。

使用以上思路設計TWIDO的程序后,程序的整體長度只有客戶原來使用的某品牌的PLC的程序長度的1/4,并使程序中的中間變量數量大大減少。程序結構簡潔明了,修改及調試的工作量非常小。在客戶的不同輸出點配置的袋式除塵設備中,使用本文的設計思路后,不同設備間的程序非常類似,有良好的通用性,得到了客戶的認可。
3. 結束語
由于正確地分析出袋式收塵設備的控制要求中的規律,并將其與TWIDO系列PLC本身所特有的強大功能結合起來,使該設備的控制程序編寫得比常規編程方式更加簡潔高效。這充分說明了編寫設備的控制程序前做必要的分析思考是大有好處的,正所謂:磨刀不誤砍柴功;另外,也說明了選擇一個合適的實現工具同樣是非常重要的,如果不是使用施耐德電氣的Twido系列PLC,也無法將袋式收塵設備的控制規律更好地展現出來。