|
ǰ��
�����������ڹ��I���Ƒ�����ռ���^��ı�������ʩ�͵�늚�ĵͶ�PLC�п���ʹ�������ľ��̷�ʽ���F������TWIDO/ MACROϵ��PLC�п���ʹ��Grafcet��ʽ���́팍�F�����b�ںܶ�ʹ���ߌ��@�N���̷�ʽ���Ǻ���Ϥ�����@���Bһ�N�����ΈD���F�����Ƶķ�����������f�����҂��ٶ���ijһ�O��������Ҫ�����@�N�O��Ŀ��Ʒ����Č��F���錍�����v�����O����\�з֞�5������ÿ�������Д�Ŀ���ȵķ����������ڣ�����O�������\�Еr������1->2->3->4->5->1�Ŀ��������У�����ijһ�����Ϯa�����������������ղ�ͬ��Ҫ���Є������ٶ��҂����Yԓ�O����\��Ҏ�����±�������x-y�����������������~�����Ҫ�����������Ĉ�̎����
����1
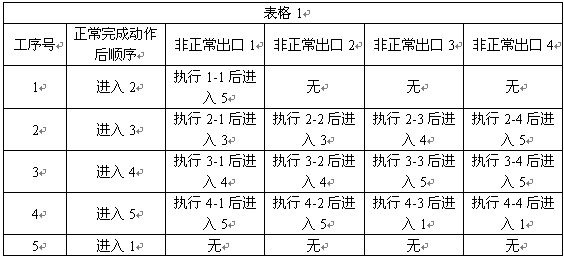
�����錍�F�ϱ��еĄ������ƣ��������Ą������̖�����PLC��ijһ�ȴ����У���%MW600������������ӛ�����������еķ��������ڵľ�̖��������F�Ĺ���Ҏ�����⾎̖������ʹ���c���ع����B�m�ľ�̖���@�ӣ����τ��������Էֽ�����ɏ��������@����Ҫע����ǣ�%MW600�зŵĄ����ľ�̖���ڳ�����ÿһ����̖�����ij���Α�ԓ��Ψһ�ġ�
����2

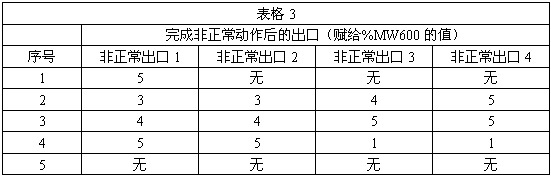
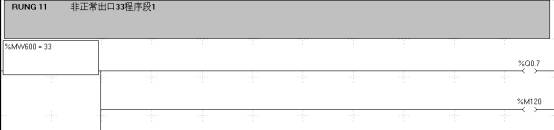
�����ڱ���3�У��á���̖���еľ�̖��ʾ���������ھ�̖��ʮλ�����÷��������ڌ����Ĕ��ֱ�ʾ���������ڵĂ�λ��������Ҏ�ɣ�����3�С���̖3��������������3��������5��ʾ�ڷ���������33�ķ��ع���̖��
����3
�F�ڣ�Ҫ��������2�ă��ݾ������������ij����ɱ���3�ă�����ɷ��������ڵij���ij��ڷ��ؿ��ơ�������������˼·��ÿһ����������c���������ڵķ��س���ĽY����ȫһ�£�����ں�Ҫ�f����˼·��������ֻ�e�����2�c�����3�ķ���������3�ij���Ƭ���M����ʾ��
������������
�������2����ʾ��
������������

����������33����ʾ��
����ͨ�^���σɶγ���ο��l�F��ʹ���@�N���̷�ʽ������ʹ��������w���ƽY���dz���ƣ�ֻ��ÿ�γ����еľ��w���F���ֲ�һ�ӡ���������з��������ڵĿ���Ŀ������16�����҂�����Ҫ�pС����Ē������ڣ����Ԍ����������ڳ���ֶθČ����ӳ�����������Ҫ��l����׃��ijһ�����������Ҫ����һ�����������ڣ����@�N���̷�ʽ�£�ֻ��������������м�һ�l�xֵ�Z�䣬���ں����һ���c�������������ڳ������ƽY���ij��ɡ�ͬ�ӣ����Ҫ�h��ijһ���������ڳ���Σ����{�����ijһ���������һ��������λ�ã����dz����㡣�����ڞ鲿�ֿ͑����Ƶij����в����@�N��ʽ�����`�C�����@�N����Y���Ŀ��x���c�ɾS�o���^�ߡ�
|

