

CNC|干貨滿滿!M60系列CNC數據備份與還原方法
http://m.sharifulalam.com 2021-08-27 11:24 來源:三菱電機自動化(中國)有限公司
三菱電機CNC M60數控系列主要包括M64A/M64/M65/M66 /M65V 等機種,M60S系列包括M64AS/M64S/M65S/M66S 等機種。對于以上各種系統的數據輸入輸出主要是以RS-232C傳輸協議為標準配置,此系列數控系統到目前有二十年左右,許多電氣部件出現老化等不穩定因素,因此及時定期進行機床數據備份就很有必要,本次主要以M64S操作界面為例具體說明。
PART 1
需要備份的主要數據包括參數,程序,梯形圖等
1、參數包括選項參數,系統參數,軸參數,機械參數,PLC相關參數等。
2、程序主要包括宏程序,一般加工程序和特定加工程序等。
3、梯形圖一般會存儲在NC系統主板的ROM區,一般情況下不會丟失,但是當NC主板硬件損壞或者長時間斷電并外界干擾等因素也會導致數據存儲區紊亂而無法正常運行。
PART 2
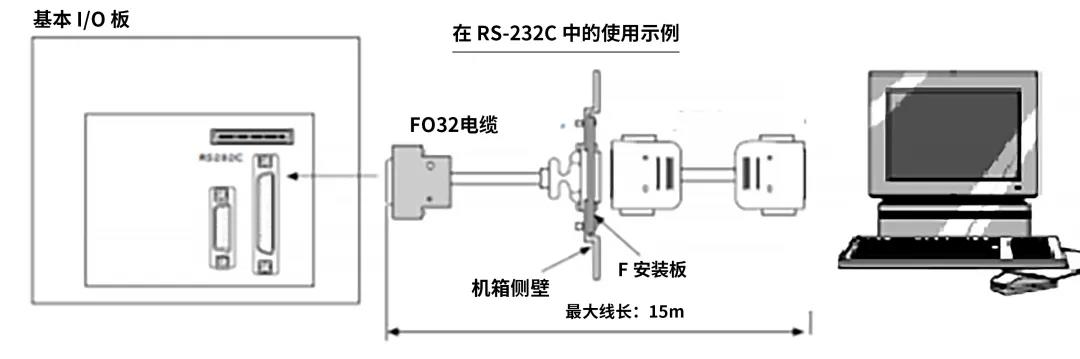
RS-232C數據傳輸硬件連接及線纜接線方式
一般傳輸線纜連接都分兩段,一段為NC單元側的HR211板上的SIO端口到機床側,此部分線纜一般在機床出廠時廠家已經連接好,另一端為機床側到PC側線纜一般為標準RS-232C線纜。
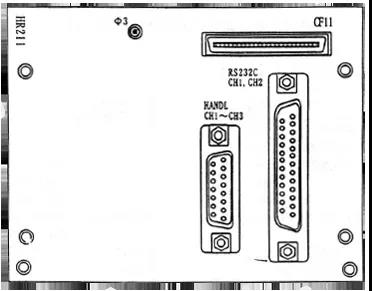
關于HR211板的詳細接口如右圖,其中RS-232C端口中主要有兩個通道CH1(三菱電機維修服務人員專用),CH2(機床制造廠調試人員使用)用做數據輸入輸出串口通道。
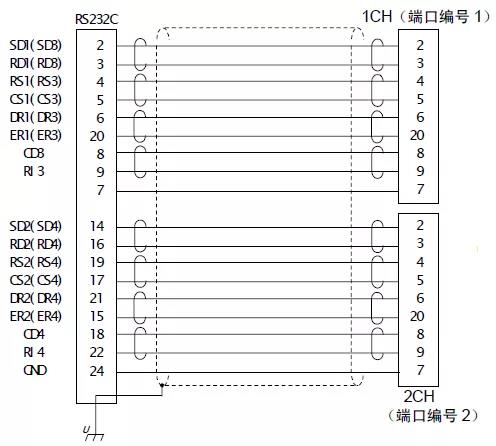
關于兩段線纜具體的連線方式:
三菱電機標準F032雙通道線纜接線方式
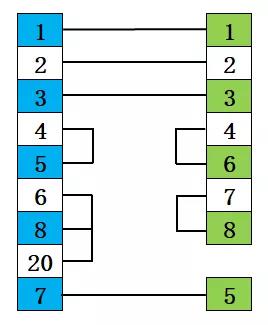
機床到PC端標準RS-232C線纜接線方式
PART 3
RS-232C數據傳輸參數設置及電腦側軟件設置
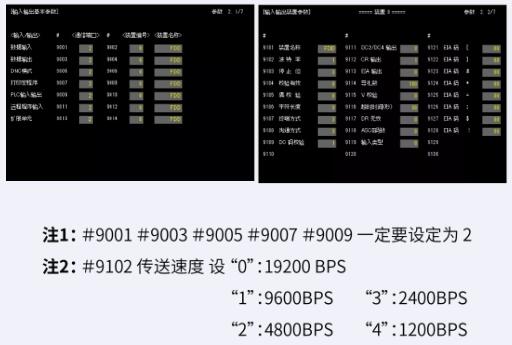
NC數據輸入輸出畫面參數設置
電腦側設置
因傳輸軟件很多,無一致的用法,本次主要以當時臺式機操作系統WIN98/win200/WINXP內的超級終端(HYPER TERMINAL )來做說明。(一般只做參數的資料的備份),目前WIN7以后系統內已無此軟件,可以網絡下載綠色版直接運行進行傳輸。
具體設置如下:
1)WINXP之前系統執行:“附件-應用程序”內的“超級終端”。
2)WIN7及以后系統選擇HYPERTRM.EXE圖示。(第一次使用須設定)
3)選擇“名稱”,輸入“M60S傳輸”,按“確定”。
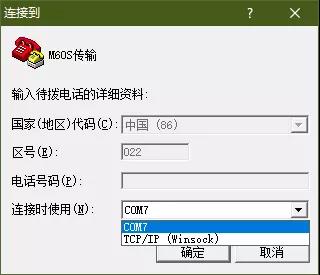
4)彈出窗口選擇通訊COM端口,如右圖。
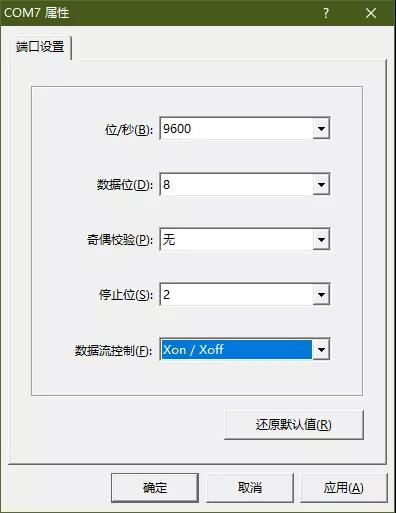
5)按確認鍵后在彈出窗口中設定相應參數,如右圖。
6)在設置傳輸速度時,請與參數#9102設置一致。
7)點擊“確定”保存設置。
8)選擇 “檔案(F)”、“內容(R)”、“設置”。
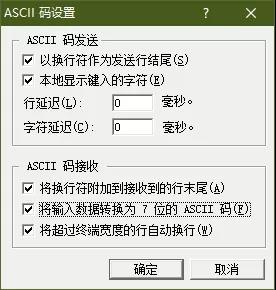
9)按“ASCII設定(R)”會彈出ASCII設定窗口。
10)窗口中所有選項按如下打 “√”并確定,如右圖。
PART 4
資料的輸入輸出操作(RS-232C數據傳輸步驟)
NC數據的輸出
1. 電腦側HYPERTRM.EXE軟件畫面依次點擊:
傳送(T) → 捕獲文件(C) ,并選擇保存路徑及設定文件名,然后輸入文件名,按“開始”。
2.機床NC側操作
1)依次按下功能選擇鍵

進入輸入輸出參數設置畫面,并根據前面說明設定傳輸參數。
2)PLC STOP 方法有兩種,只需執行如下任何一種操作即可停止PLC。
A : PLC界面將PLC STOP(按F0-MENU-FILE-4RUN/STOP)輸入“1”。
B : M60S控制器“NC SYS”旋鈕旋至“1”(關閉電源狀態旋動)。
3)按下功能選擇鍵

進入數據輸出畫面
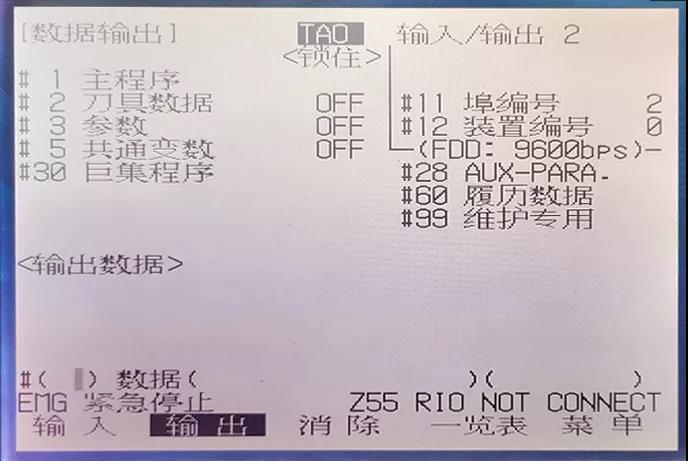
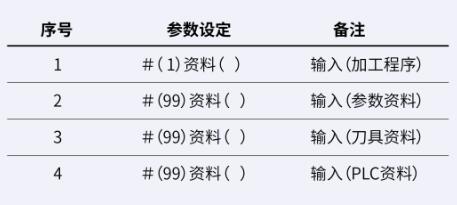
4)安下表項目逐個分別將加工程序、參數、刀具及PLC等資料輸出到電腦保存,具體信息如下表:

當在輸出界面中輸入每項內容并按下input鍵會自動傳輸開始。每項傳輸完成后,選擇“傳送(T)”、“捕獲文字(C)”、“停止(S)”,傳出數據會自動保存。全部輸出完成后重新啟動PLC運行狀態(旋鈕開關恢復至0).
注:傳輸程序時如果涉及到宏程序請確認參數#1121及#1122設定值
NC數據恢復
1.NC系統設定
1)依次按下功能選擇鍵

進入輸入輸出參數設置畫面,并根據前面說明設定傳輸參數。
2)PLC STOP方法有兩種,只需執行如下任何一種操作即可停止PLC。
A : PLC界面將PLC STOP(按F0-MENU-FILE-4RUN/STOP)輸入“1”。
B : M60S控制器“NC SYS”旋鈕旋至“1”(關閉電源狀態旋動)。
3)按下功能選擇鍵

進入數據輸入畫面
#(99)資料( )后按下輸入鈕。
4)根據下表加工程序、參數、刀具及PLC等資料輸入到NC。
2.電腦側HYPERTRM.EXE軟件畫面依次點擊:
傳送(T) → 發送文本文件(S),選擇之前備份到計算機的資料逐項發出。
在數據輸入到NC系統時需要注意以下幾點:
1)數據回傳時需要先NC側開始接收,后電腦側發送。
2)數據輸入需要首先輸入ALL1參數數據,并在輸入前需要設定#1060( 64 )( S )按下兩次INPUT,此項輸入完成后需要系統斷電重啟。
3)在ALL1輸入完成后需要做#1060(1)()按下INPUT根據提示依次操作 “N”input→“Y”input,做程序存儲區FORMAT并重啟系統。
PART 5
數據傳輸故障現象及解決方法
1、PC接收到數據顯示亂碼
解決方法:檢查傳輸線是否受干擾,更換傳輸線已經更新傳輸軟件
2、PC接收到數據滿屏幕亂飛
解決方法:檢查傳輸參數 #9112、#9118
3、NC接收到某一段提示錯誤后中斷
解決方法:檢查奇偶效驗參數及波特率參數,檢查數據出錯字段是否有隱藏非法字符
4、提示E04報警
解決方法:數據通選線故障,接線方式不正確,傳輸設備232接口損壞,更換通訊線,通訊設備。
5、數據傳輸中時好時壞
解決方法:檢查傳輸軟件,刷新電腦緩沖器,檢查傳輸線是否過長、打卷、線徑不均勻、信號干擾等因素。更換傳輸設備,線纜。
6、E06 無此規格
解決方法:資料不在規格范圍之內,傳輸文件內部標記超出NC識別的范圍,重新索取原始備份資料。
編輯精選


